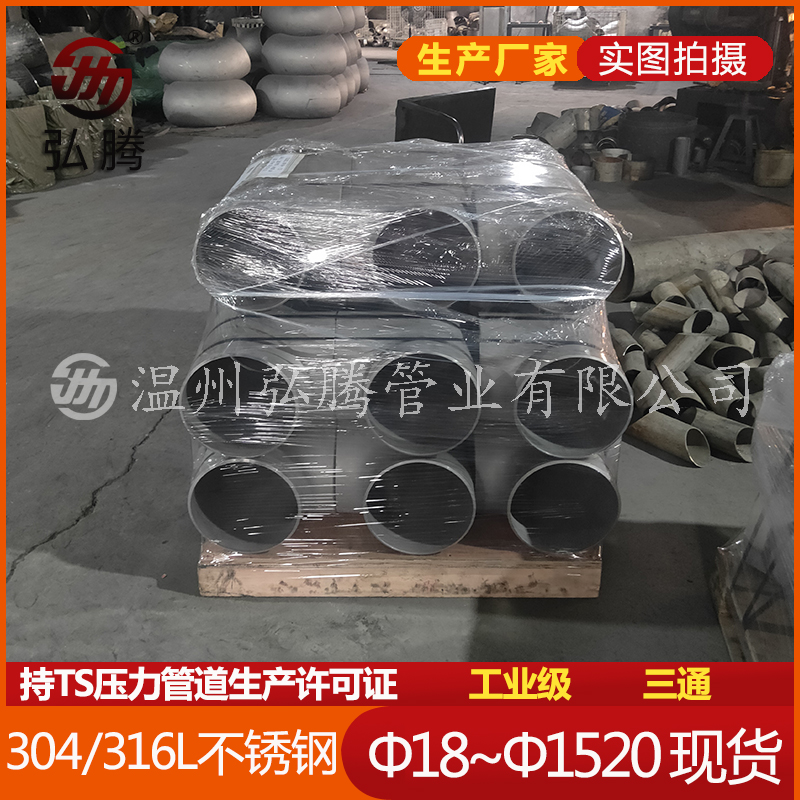
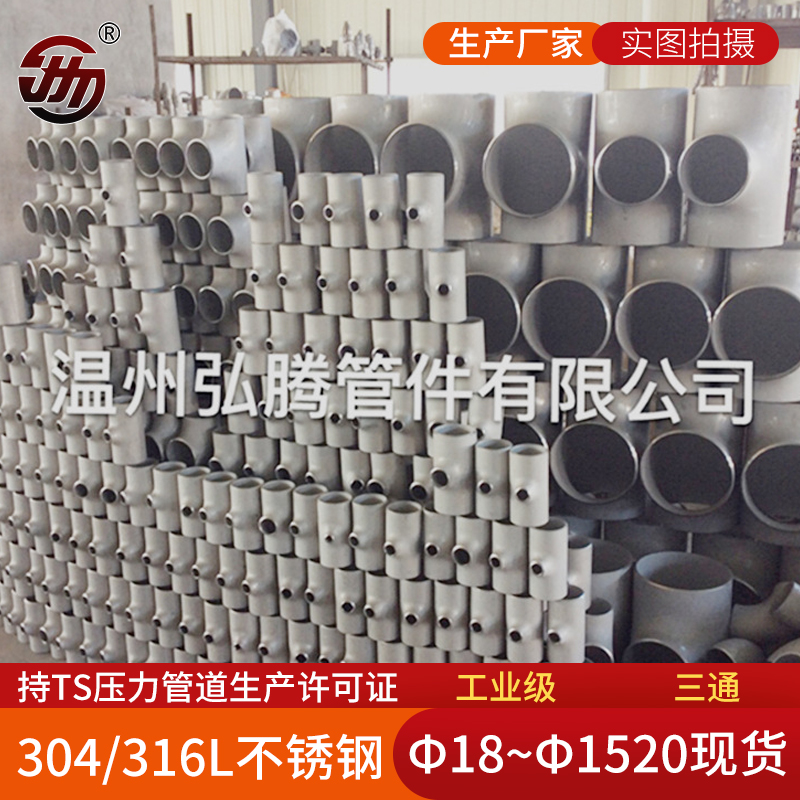
對于采用無縫管制造三通來講,目前通常所采用的工藝有液壓脹形和熱壓成形兩種。不銹鋼三通的液壓脹形是通過金屬材料的軸向補償脹出支管的一種成形工藝。其過程是采用專用液壓機,將與三通直徑相等的管坯內注入液體,通過液壓機的兩個水平側缸同步對中運動擠壓管坯,管坯受擠壓后體積變小,管坯內的液體隨管坯體積變小而壓力升高,當達到不銹鋼三通支管脹出所需要的壓力時,金屬材料在側缸和管坯內液體壓力的雙重作用下沿模具內腔流動而脹出支管。
技術參數:
1、執行和參考標準:GB/T 12771-2000《流體輸送用不銹鋼焊接鋼管》和GB/T 12459—2005《鋼制對焊無縫管件》。
2、工作溫度:-40℃~200℃;
3、耐腐蝕能力:管件焊縫經鹽霧試驗無銹蝕。
4、壓扁實驗:將管件壓扁至外徑的1/3,不會出現裂縫或者裂口;
5、抗拉強度:不小于520Mpa,延伸率不小于35%,本產品實測值為733 Mpa;
6、氣壓試驗:每一個管件都經過1.6 Mpa氣壓測試;
7、拉拔試驗:承插氬弧焊管件連接拉拔力為國家標準的3倍;
8、耐壓試驗:管材與管件連接后,在2.5 Mpa、保壓5min條件下,連接處無泄露;
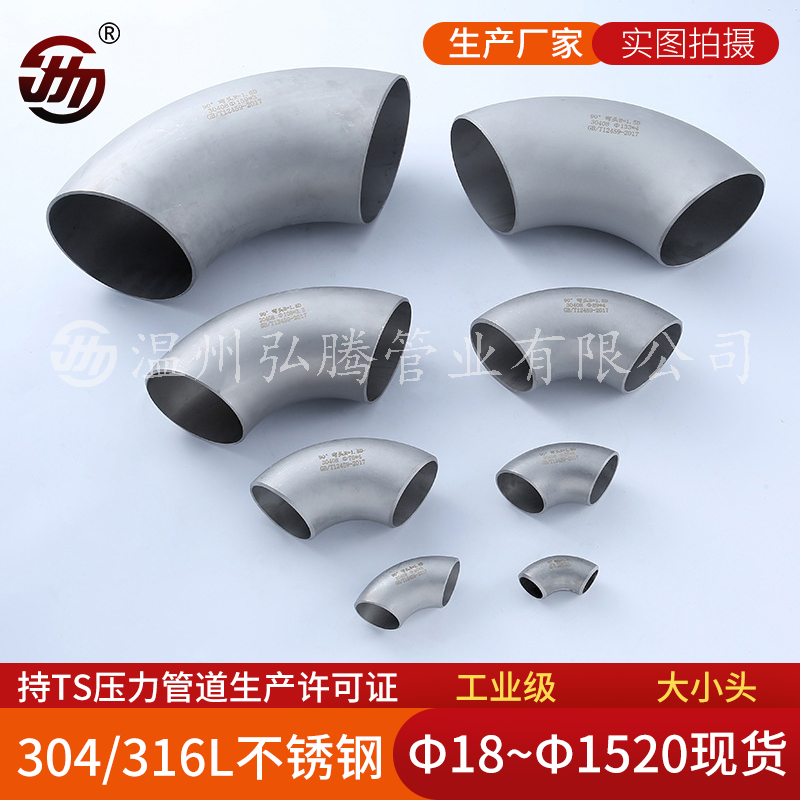
不銹鋼異徑三通
異徑三通管件的專用設備:在管道上安置頂出裝置,其裝置包括金屬棒、頂壓器、換向器、支架等;將金屬棒加熱,利用千斤頂及金屬棒向外頂出時,管壁材料自然向外翻出形成的異徑三通毛坯;然后將一定長度相應規格的管段焊接在頂出形成的異徑三通毛坯上,生產出最終產品。
技術參數:
1、工作溫度:-40℃~200℃;
2、耐腐蝕能力:管件焊縫經鹽霧試驗無銹蝕。
3、抗拉強度:不小于520Mpa,延伸率不小于35%,本產品實測值為733 Mpa;
4、壓扁實驗:將管件壓扁至外徑的1/3,不會出現裂縫或者裂口;
5、執行和參考標準:GB/T 12771-2000《流體輸送用不銹鋼焊接鋼管》和GB/T 12459—2005《鋼制對焊無縫管件》。
6、耐壓試驗:管材與管件連接后,在2.5 Mpa、保壓5min條件下,連接處無泄露;
7、拉拔試驗:承插氬弧焊管件連接拉拔力為國家標準的3倍;
8、氣壓試驗:每一個管件都經過1.6 Mpa氣壓測試;
異徑三通加工方法是:在管道要加工異徑三通處上作標記,并將標記處打穿。此異徑三通管件加工方法適應不同規格的管道上異徑三通管件加工;其專用加工設備,結構簡單,造價低廉,制造異徑三通管件不需要另外的注塑機和的注塑模具,可降低此類管件的生產成本,提高生產效率。